Supercritical CO₂ extraction machinery is used to produce botanical oils, extracts and terpenes, serving the fragrances and flavorings market. Processors extract from a wide variety of plant materials such as hops, coffee, green tea, ginger, turmeric, black pepper, peppers, rosemary, chamomile, lavender, clove, annatto and many other plants. The technology is also used for industrial cleaning, medical device sterilization and environmentally friendly dry cleaning. Among niche applications are deodorization of corks, decaffeination of tea leaves and coffee beans, extraction of omega-3 oils from algae, removal of pesticides from herbs and purification of pharmaceutical intermediates either from solid precursors or via continuous-feed liquid extraction.
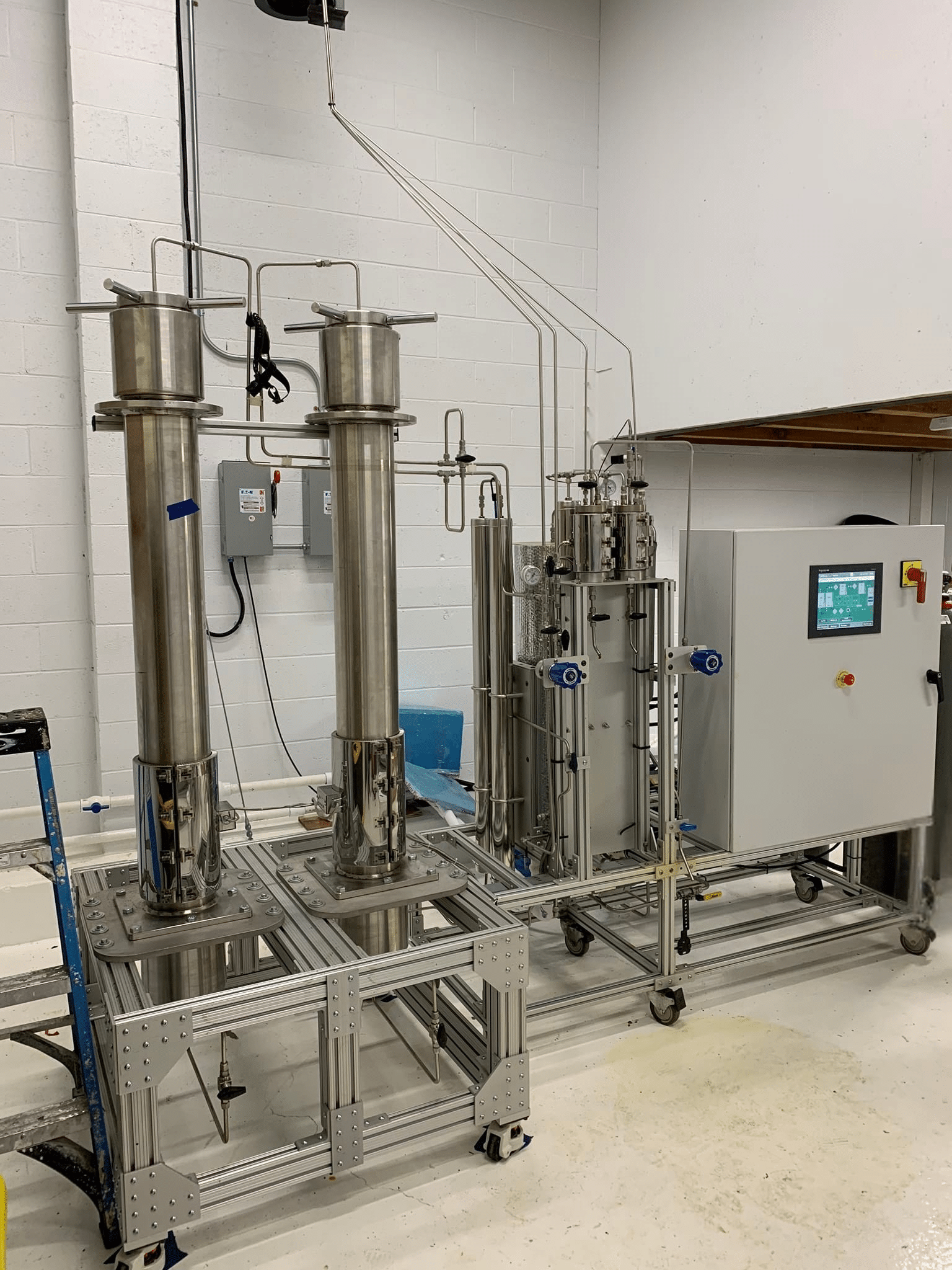
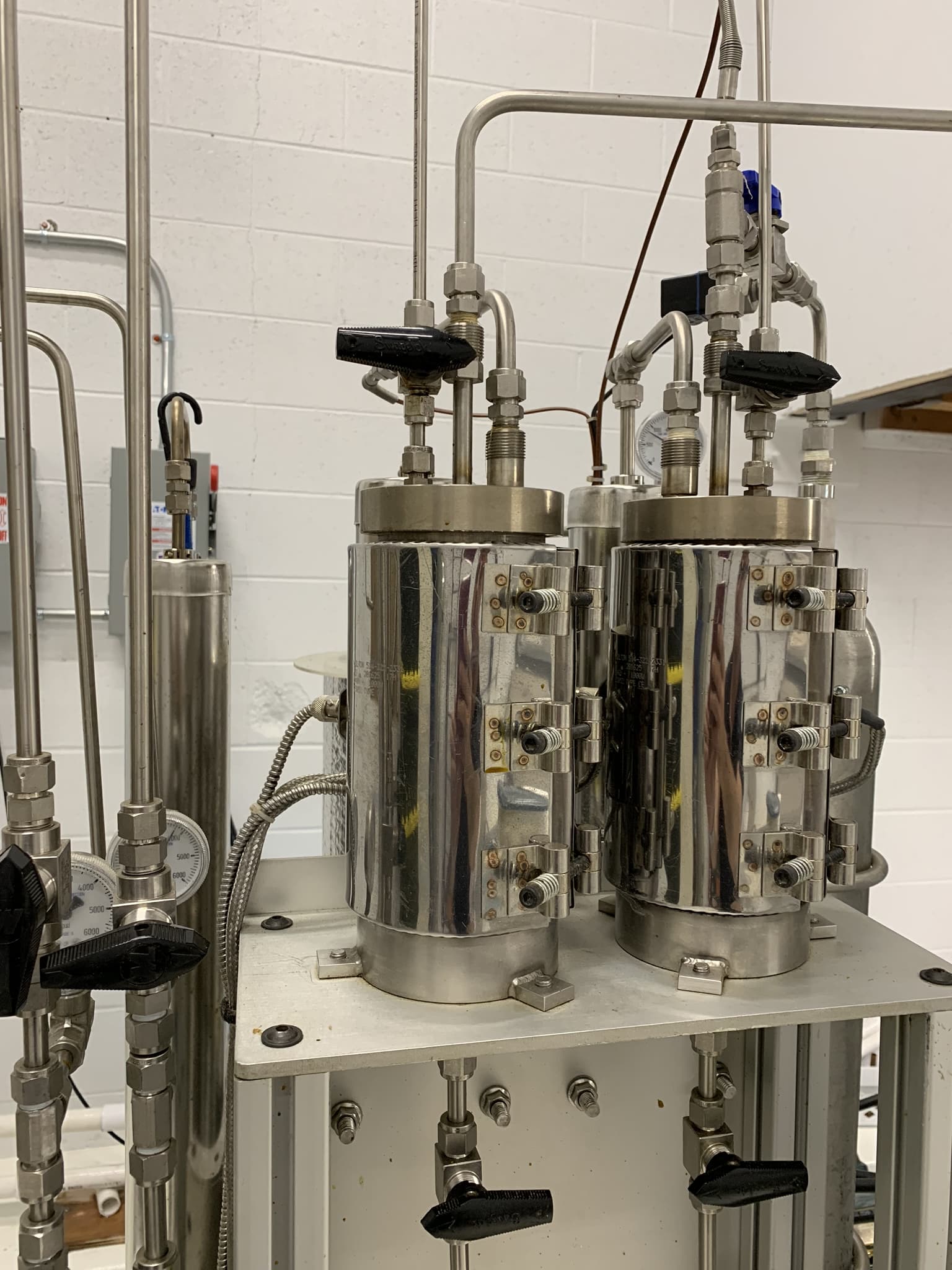
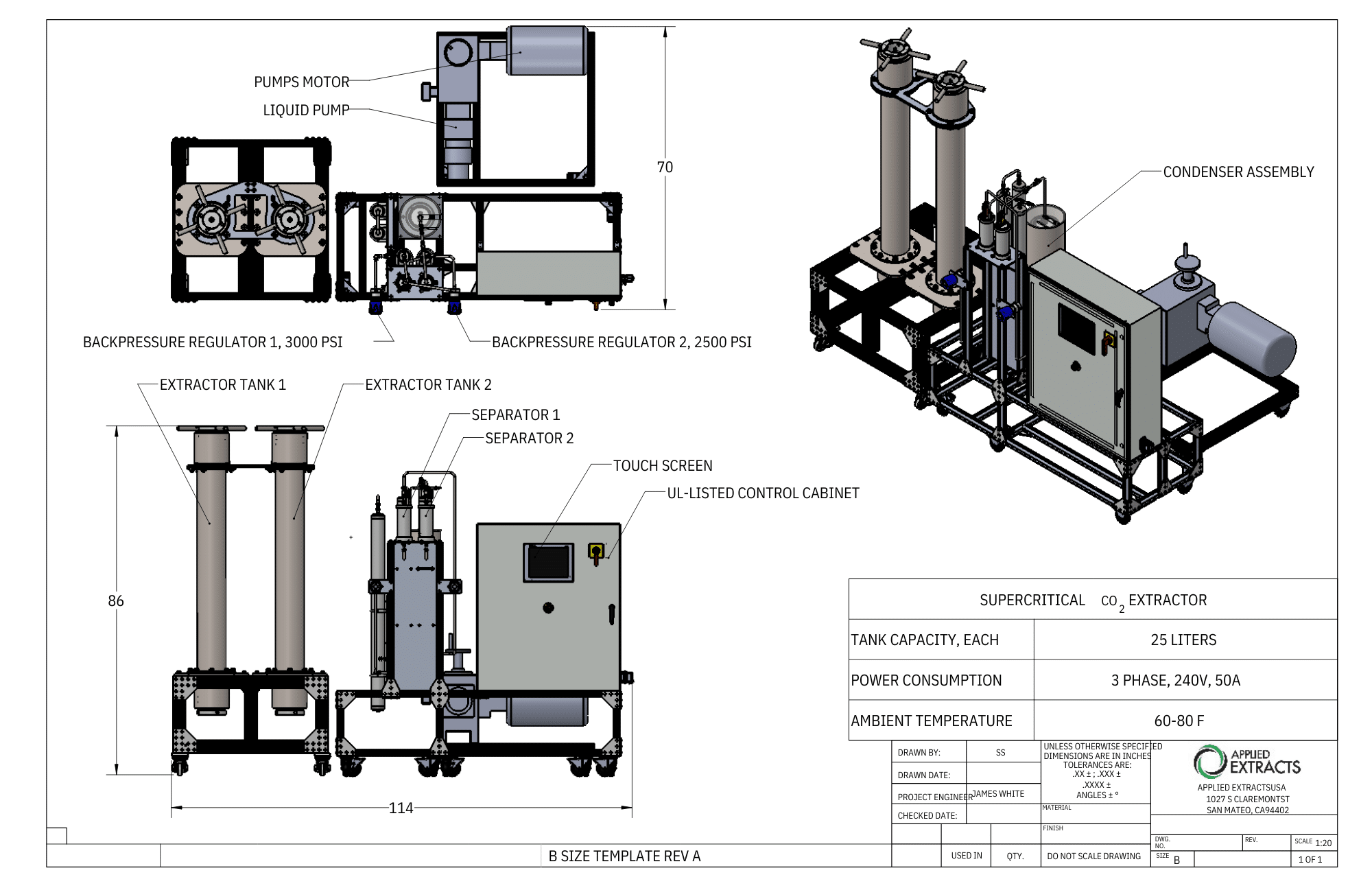
Applied Extracts’ Pilot-scale AE-150 supercritical CO₂ extractors are “Made in the USA” and are ideal for small pilot scale production plants and laboratory process development prior to process scale-up. These machines feature two to six 25L high pressure extraction tanks per machine, and two or more 5L high pressure collection vessels. The maximum operating pressure of these machines is 400 bar (extraction pressure) and 300 bar (collection pressure). By setting the collection pressures and temperatures independently, the user can isolate target compounds through fractionation. These machines also feature a highly efficient liquid pump made by Lewa (the Lewa LDE-1 pump), which can pump up to 90 kg/hr of liquid CO₂. A high-flow system can pump up to 270 kg/hr if specified at the time of ordering.
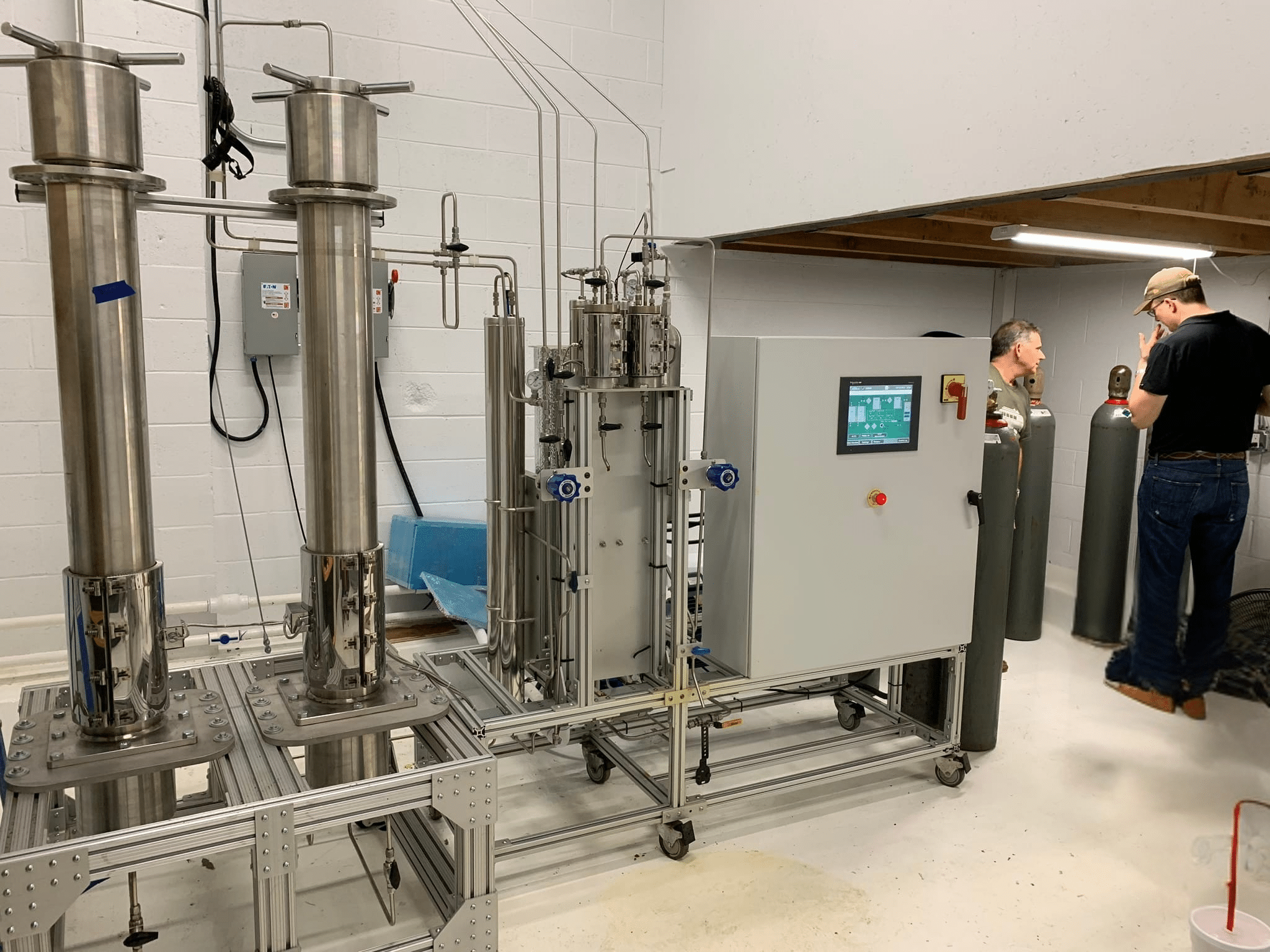
Beyond its robust engineering, the Applied Extracts Pilot-scale AE-150 Supercritical CO₂ Extractor provides exceptional flexibility in process control and repeatability. The system’s dual extraction vessels allow for continuous operation — while one vessel is under extraction, the other can be unloaded and reloaded with new material — thereby minimizing downtime and increasing throughput. This operating mode, if selected, permits continuous extraction operations, with only downtime for routine cleaning and maintenance. Precision temperature and pressure control systems enable operators to fine-tune extraction parameters for different botanicals, ensuring the highest yield and purity for each application. This level of control is especially important for delicate compounds such as terpenes, oleoresins, and essential oils that can degrade under high temperature extractor or solvent recovery conditions.
The CO₂ used in the process is non-toxic, non-flammable, and fully recyclable within the closed-loop system, making the technology both safe and environmentally sustainable. By varying the density of the supercritical CO₂, operators can selectively extract target compounds — from light aromatic oils to heavier waxes and resins — without the use of harmful solvents. Post-extraction, the in-line collection vessels maintain precise pressure and temperature gradients, allowing for fractionation of multiple products.

Maintenance and operational training for Applied Extracts’ systems are straightforward. The modular skid-mounted design ensures easy installation and access to key components for service. The entire system only weighs ~2,400 lbs – relatively small compared to it’s peers – and comprises the extraction vessel skid, the collection and control skid, the Lewa pump and an in-line chiller. These machines require 208V/60A/3ph power, with 240V and 480V configurations available on request. The control system features an intuitive touchscreen interface with digital data logging and internet connectivity, providing a complete record of each run’s process parameters for quality assurance and research documentation. Safety interlocks and pressure relief devices are integrated to meet or exceed ASME and CE standards (other country-specific standards available at the time of ordering).
These pilot-scale extractors are ideal for research institutions, contract manufacturing organizations, and emerging bio-botanical producers seeking to validate new extraction methods before investing in full production-scale equipment. With scalability in mind, Applied Extracts also offers process engineering support to assist clients in transitioning from pilot to commercial systems with extraction capacities exceeding 10,000 kg per hour. Whether the goal is high-purity essential oils, flavor concentrates, nutraceutical ingredients, or pharmaceutical-grade actives, Applied Extracts’ pilot-scale extractors provide the precision, reliability, and efficiency needed to lead in today’s competitive natural products market.
Explore our presentation detailing the complete supercritical CO₂ extraction process, the equipment used at each stage, and how AE’s modular extraction systems operate.
Contact us to learn more and discuss your project in detail.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}